双色注塑工艺是一种非常经典的成型工艺,是用两种材料注塑成一种产品,可以实现不同色泽、触感的外观效果,作为CMF设计师是一定要深度了解的。今天我们从5大板块详细介绍回顾一下:
一. 什么是双色注塑
双色注塑是指将两种不同的材料注塑到同一套模具,从而实现注塑出由两种材料形成产品的成型工艺。两种材料有的是颜色不同的,有的是软硬不同的,可以提高产品的美观和装配等性能。

二次注塑是先在第一个单色注塑机上做出一个颜色塑胶件,然后手工把放进第二个模具进行注塑成型,不需要专门的注塑机。双色注塑是由双色注塑机注塑完成,也是有两次注塑,全部在双色注塑机内部完成,通常使用专门的双色注塑机。

二、双色注塑有哪些优势
|
|
|
|
|
|
|
|
适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质。可使用具特殊表面性质的皮层料或核心料,如防电磁波干扰、高电导性等
|
|
|
自动化生产流水线,高响应,高重复性,大大减少工艺及人力产品产量稳定,保证交货期,车间利用率更高,降低管理成本
|
|
|
根据不同的使用特性,核心和皮层可自由选择材料,无需组装,减少接缝,解决部分产品因结构特殊而无法量产的问题
|
三、双色注塑工作原理
双色注塑制品成型时需要一个公模和两个母模,第一次注塑在公模和第一个母模里,成型后打开模具,不经过脱模,直接换到第二个母模,进行第二次注塑,脱模后即可得到双色注塑成品。
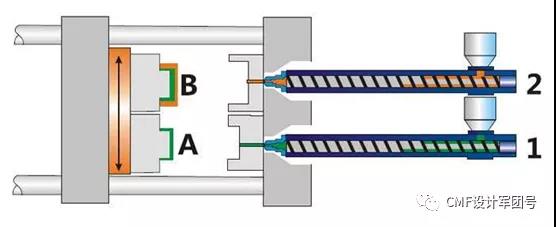
在实际生产中,通常会采用两组公模,每组各负责一次注塑,通过垂直方向旋转180°来切换不同的母模。

这种方式比较简单,已经出现四盘的双色注塑机,每次只需要旋转90°,而且是水平旋转,相比普通双色注塑消除了重力影响,更加稳定、效率更高。
四、双色注塑对材料、工艺及模具要求
1. 对材料要求
双色注塑的配对材料必须满足两个基本兼容条件,即粘合相容和加工过程相容。
2. 对工艺要求
两种材料必须熔点存在一定的温度差,一般推荐为60℃,建议至少30℃以上,第一射材料的熔点温度高,一般第一射是PC或PC/ABS,第二射是TPU或TPE,PC厚0.6-0.7mm,软件0.4mm以上。
尽量加宽接触面积,做沟槽等增加粘合力,或第一射采用抽芯,第二射部分材料注塑到第一射里面,第一射模具表面尽量做粗糙。
CMF设计军团及萨米工业云平台专门成立了表面处理及成型工艺技术交流群,旨在汇聚一大批工艺研究及爱好者,专注于产品的成型及表面处理工艺,交流设计及制造等方面的心得。或加群主18344145658,备注“工艺交流”,加入技术交流群,与专业人士一起探讨!此群仅限专业技术人员加入,入群必须实名制,群主会严格审核,非相关人士不得入内!
小镜片的双射设计:第一射做非透明的,第二射做镜片,第一射尽量用PC熔点高,第二射用PMMA。
装饰用的透明和非透明的双射设计:第一射为非透明材料,第二射为透明材料,非透明材料常用的是料温高的PC,第二射透明材料用PMMA或PC。PC需要喷涂UV来保护,PMMA可选择UV或强化,如表面有字符则必须选择UV。
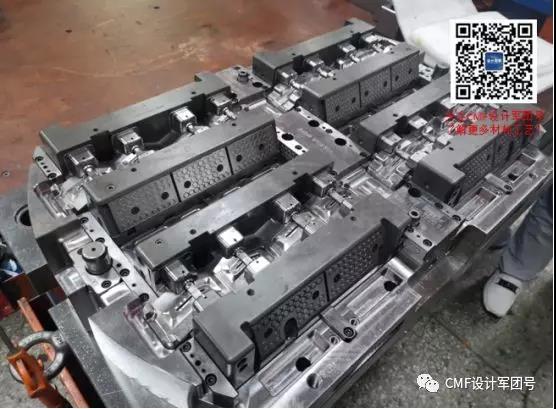
3. 对模具要求
1、母模的两个形状必须是不同的,分别成型一种产品,而公模的两个形状则要完全一样;
2、模具的前、后模以中心旋转180°后,必须吻合;
3、需仔细查最大容模厚度、最小容模厚度、KO孔距离等;
5、在设计第二次注塑的母模时,为了避免二次母模擦伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶位的强度;
6、注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个公模压得更紧,以达到封胶的作用;
7、注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形;
8、在A、B板合模前,要注意前模滑块或斜顶是否会先复位而压坏产品;
10、99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分,因为软胶易变形。
五、主要应用
双色注塑成型工艺现在已经广泛应用到了汽车、电子产品,电动工具,医疗产品,家电,玩具等等几乎所有的塑胶领域。
我们先来看一段双色注塑生产各种产品的视频,时长2分32秒,请放心观看~~
1. 家居生活
2. 汽车部件




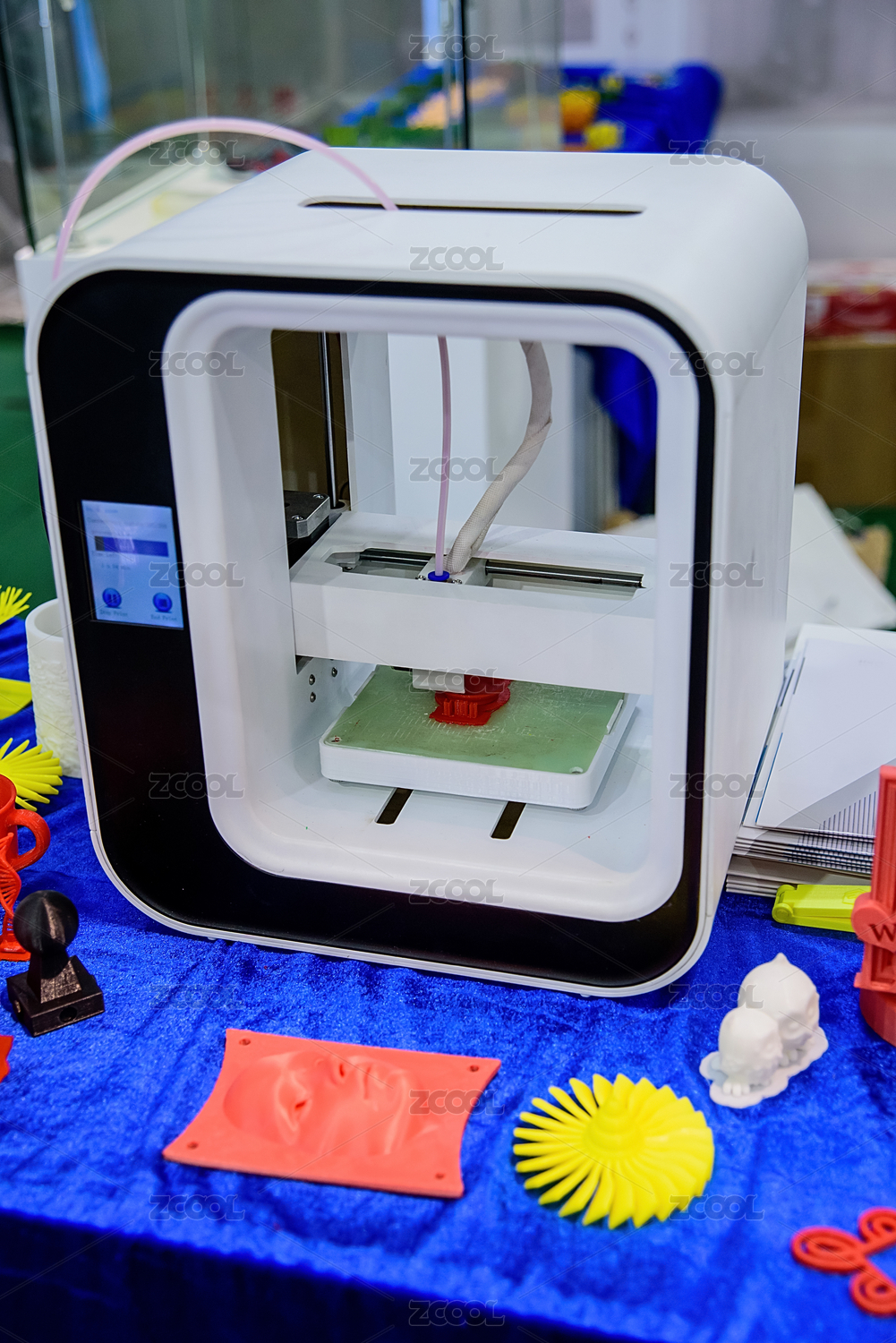
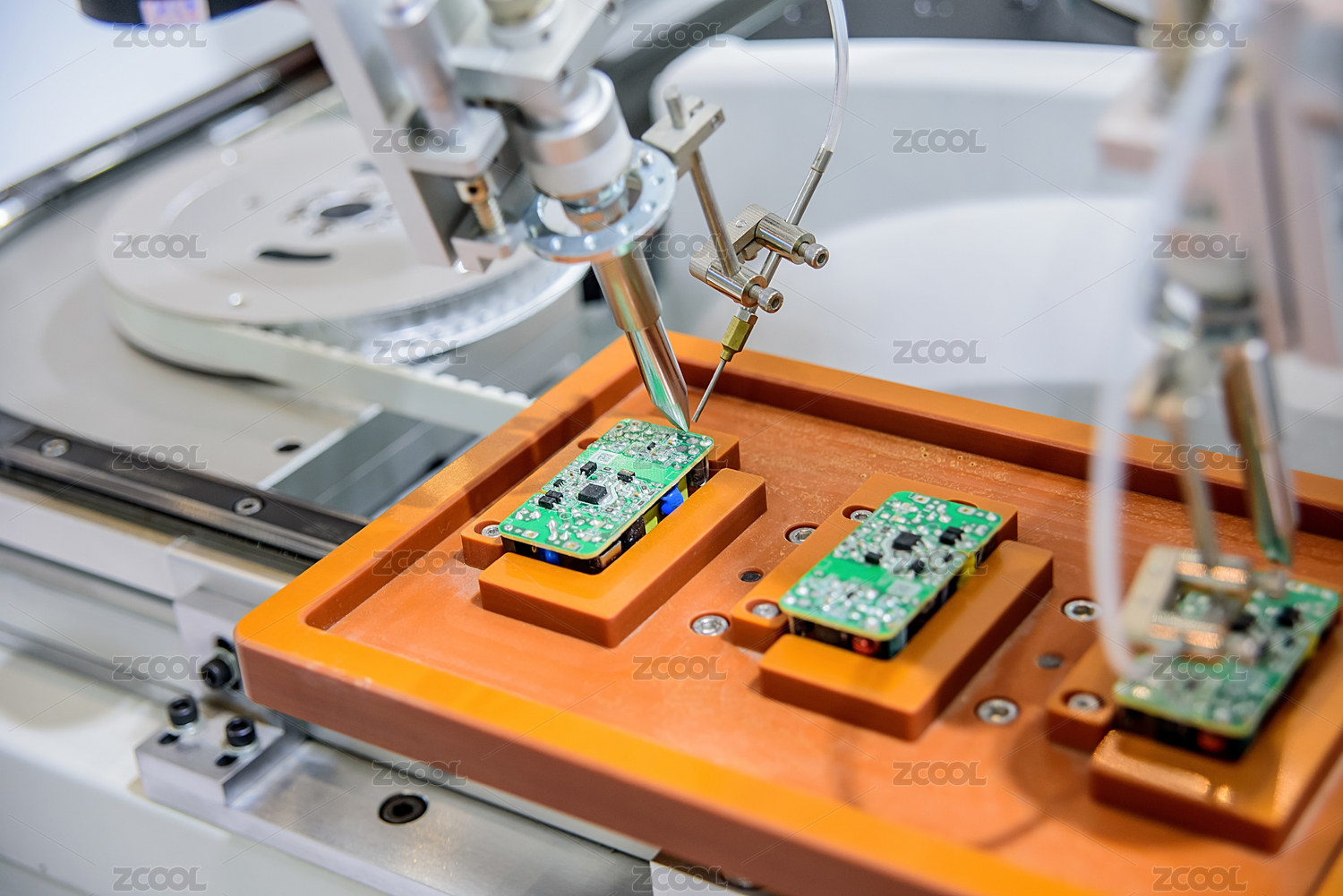
3. 手机3C
4. 家电




5. 医疗
主题:溯本归源
主办机构:国际CMF设计大会组委会 深圳市设计联合会
发起机构:国际CMF设计大会组委会、CMF设计军团、萨米设计研究、广州设计周、色哲色彩顾问
承办机构:CMF设计军团、萨米设计研究
赞助支持单位:劳尔、博艺科技、多彩水转印、融光纳米、配色家、WGSN、希盟自动化、江门冢田理研饰件、星泽激光科技、昆山希盟自动化、库尔兹压烫科技、矽博化工科技、艺彩水性环保材料、中瑞高分子材料、美的、TCL电子控股、崯涛油墨、锦湖日丽、广东省工业设计协会、深圳市设计联合会、广东工业设计创新服务联盟、广州工业设计促进会、深圳市真空技术行业协会、佛山工业设计协会(排名不分先后)